دستگاههای پرکن پودر اوگر به دو صورت نیمه اتوماتیک و اتوماتیک وجود دارند:
چگونه باید از دستگاه پرکن نیمه اتوماتیک اوگر استفاده کرد؟
آماده سازی:
آداپتور برق را وصل کنید، دستگاه را روشن کنید و سپس «کلید اصلی برق» را ۹۰ درجه در جهت عقربههای ساعت بچرخانید تا روشن شود.

توجه: این دستگاه منحصراً به یک پریز سه فاز پنج سیمه، یک خط برق سه فاز، یک خط نول تک فاز و یک خط زمین تک فاز مجهز است. مراقب باشید که از سیمکشی اشتباه استفاده نکنید، در غیر این صورت میتواند منجر به آسیب به قطعات الکتریکی یا برقگرفتگی شود. قبل از اتصال، مطمئن شوید که منبع تغذیه با پریز برق مطابقت دارد و شاسی به طور ایمن به زمین متصل شده است. (یک خط زمین باید وصل شود؛ در غیر این صورت، نه تنها ناامن است، بلکه باعث تداخل زیادی در سیگنال کنترل نیز میشود.) علاوه بر این، شرکت ما میتواند منبع تغذیه تک فاز یا سه فاز ۲۲۰ ولت را برای دستگاه بستهبندی اتوماتیک سفارشیسازی کند.
۲. منبع هوای مورد نیاز را در ورودی وصل کنید: فشار P ≥0.6mpa.

۳. دکمه قرمز "توقف اضطراری" را در جهت عقربههای ساعت بچرخانید تا دکمه به بالا بپرد. سپس میتوانید منبع تغذیه را کنترل کنید.

۴. ابتدا، یک «تست عملکرد» انجام دهید تا مطمئن شوید که همه اجزا در وضعیت خوبی هستند.
حالت کار را وارد کنید:
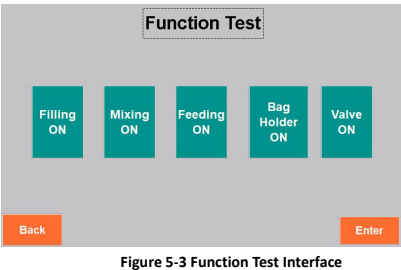
۱. کلید پاور را روشن کنید تا وارد رابط بوت شوید (شکل ۵-۱). صفحه نمایش، لوگوی شرکت و اطلاعات مرتبط را نشان میدهد. در هر نقطهای از صفحه کلیک کنید، وارد رابط انتخاب عملیات شوید (شکل ۵-۲).
۲. رابط انتخاب عملیات دارای چهار گزینه عملیاتی است که معانی زیر را دارند:
Enter: رابط کاربری اصلی را که در شکل 5-4 نشان داده شده است، وارد کنید.
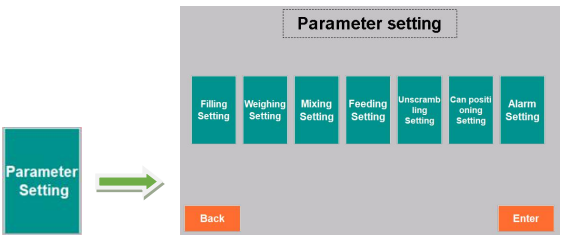
تنظیم پارامتر: تمام پارامترهای فنی را تنظیم کنید.
تست عملکرد: رابط تست عملکرد برای بررسی اینکه آیا آنها در شرایط کاری عادی هستند یا خیر.
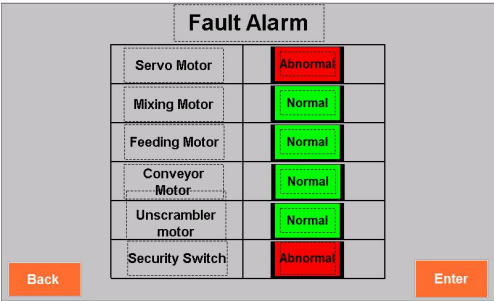
مشاهده خطا: وضعیت خطای دستگاه را مشاهده کنید.
تست عملکرد:
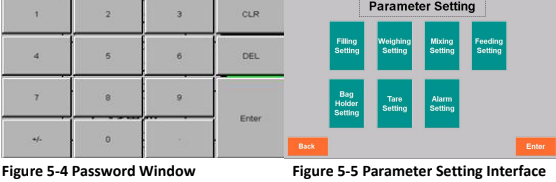
برای ورود به رابط تست عملکرد، که در شکل 5-3 نشان داده شده است، روی "تست عملکرد" در رابط انتخاب عملیات کلیک کنید. دکمههای این صفحه همگی دکمههای تست عملکرد هستند. برای شروع عمل مربوطه روی یکی از آنها کلیک کنید و برای توقف دوباره کلیک کنید. در هنگام راهاندازی اولیه دستگاه، برای اجرای تست عملکرد وارد این صفحه شوید. تنها پس از این آزمایش، دستگاه میتواند به طور عادی کار کند و میتواند وارد تست لرزش و کار رسمی شود. اگر قطعه مربوطه به درستی کار نمیکند، ابتدا عیبیابی کنید، سپس کار را ادامه دهید.
«پر کردن شروع شد»: پس از نصب مجموعه مته، موتور پرکن را روشن کنید تا وضعیت کارکرد مته بررسی شود.
«روشن بودن مخلوط کردن»: موتور مخلوطکن را روشن کنید تا وضعیت مخلوط کردن را آزمایش کنید. بررسی کنید که آیا جهت مخلوط کردن درست است (اگر درست نیست، فاز تغذیه را معکوس کنید)، آیا سر و صدا یا برخورد مته وجود دارد (در صورت وجود، فوراً متوقف کرده و عیبیابی کنید).
"تغذیه فعال": دستگاه تغذیه پشتیبان را روشن کنید.
«شیر برقی»: شیر برقی را روشن کنید. (این دکمه برای دستگاه بستهبندی مجهز به دستگاههای پنوماتیکی در نظر گرفته شده است. اگر دستگاهی وجود ندارد، نیازی به تنظیم آن ندارید.)
تنظیم پارامتر:
روی «تنظیم پارامتر» کلیک کنید و رمز عبور را در پنجره رمز عبور رابط تنظیم پارامتر وارد کنید. ابتدا، همانطور که در شکل 5-4 نشان داده شده است، رمز عبور (123789) را وارد کنید. پس از وارد کردن رمز عبور، به رابط تنظیم پارامتر دستگاه هدایت خواهید شد. (شکل 5-5) تمام پارامترهای موجود در رابط به طور همزمان در فرمولهای مربوطه ذخیره میشوند.
تنظیمات پر کردن: (شکل 5-6)
حالت پر کردن: حالت حجمی یا حالت وزنی را انتخاب کنید.
وقتی حالت صدا را انتخاب میکنید:
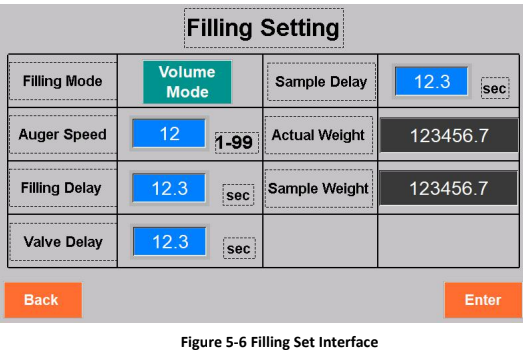
سرعت مارپیچ: سرعتی که مارپیچ پرکننده با آن میچرخد. هر چه سریعتر باشد، دستگاه سریعتر پر میکند. بر اساس سیالیت مواد و تنظیم نسبت آن، تنظیم از ۱ تا ۹۹ است و توصیه میشود سرعت مارپیچ حدود ۳۰ باشد.
تأخیر شیر: زمان تأخیر قبل از خاموش شدن شیر مارپیچی.
تأخیر نمونهبرداری: مدت زمانی که طول میکشد تا ترازو وزن را دریافت کند.
وزن واقعی: این قسمت وزن فعلی ترازو را نشان میدهد.
وزن نمونه: وزنی که از طریق برنامه داخلی خوانده میشود.
وقتی حالت صدا را انتخاب میکنید:
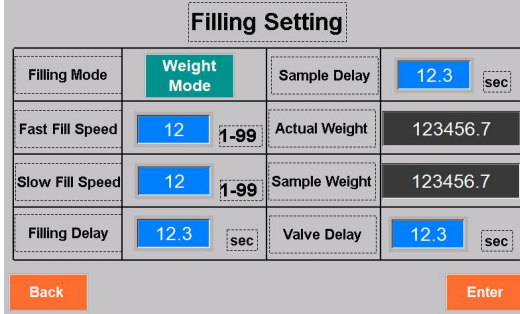
سرعت پر شدن سریع:سرعت چرخش مته برای پر کردن سریع.
سرعت پر شدن پایین:سرعت چرخش مته برای پر کردن آهسته.
تأخیر در پر کردن:مدت زمانی که طول میکشد تا یک ظرف پس از شروع به کار پر شود.
تأخیر نمونه:مدت زمانی که طول میکشد تا ترازو وزن را دریافت کند.
وزن واقعی:وزن ترازو را در این لحظه نمایش میدهد.
وزن نمونه:وزن از طریق برنامه داخلی خوانده میشود.
تأخیر دریچه:زمان تأخیر برای خواندن وزن توسط حسگر وزن.
مجموعه میکس: (شکل ۵-۷)
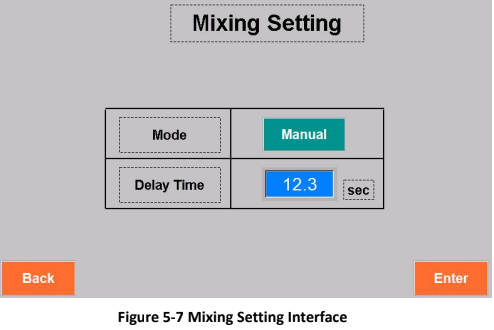
حالت مخلوط کردن: بین دستی و اتوماتیک انتخاب کنید.
خودکار: دستگاه همزمان شروع به پر کردن و مخلوط کردن میکند. وقتی پر کردن تمام شد، دستگاه پس از "زمان تأخیر" مخلوط کردن، به طور خودکار مخلوط کردن را متوقف میکند. این حالت برای موادی با سیالیت خوب مناسب است تا از ریزش آنها به دلیل لرزشهای مخلوط کردن که منجر به انحراف زیاد وزن بستهبندی میشود، جلوگیری شود. اگر زمان پر کردن کمتر از "زمان تأخیر" مخلوط کردن باشد، مخلوط کردن بدون هیچ مکثی به طور مداوم انجام میشود.
دستی: شما به صورت دستی میکس کردن را شروع یا متوقف میکنید. دستگاه تا زمانی که طرز فکرتان را تغییر ندهید، به انجام همان عمل ادامه میدهد. حالت معمول میکس دستی است.
مجموعه تغذیه: (شکل 5-8)
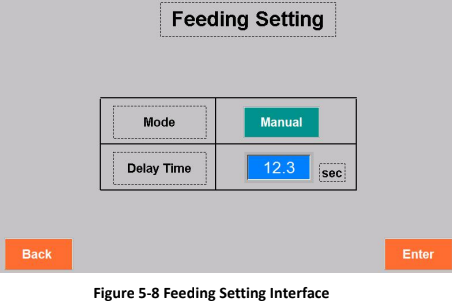
حالت تغذیه:بین تغذیه دستی یا خودکار یکی را انتخاب کنید.
خودکار:اگر حسگر سطح مواد نتواند در طول «زمان تأخیر» تغذیه هیچ سیگنالی دریافت کند، سیستم آن را به عنوان سطح پایین مواد تشخیص داده و تغذیه را شروع میکند. تغذیه دستی به این معنی است که شما با روشن کردن موتور تغذیه، تغذیه را به صورت دستی شروع خواهید کرد. حالت تغذیه معمول، اتوماتیک است.
زمان تأخیر:وقتی دستگاه به طور خودکار در حال تغذیه است، زیرا مواد در طول مخلوط کردن به صورت موجهای نوسانی نوسان میکنند، حسگر سطح مواد گاهی اوقات سیگنال را دریافت میکند و گاهی اوقات نمیتواند. اگر زمان تأخیری برای تغذیه وجود نداشته باشد، موتور تغذیه بیش از حد شروع به کار میکند و منجر به آسیب به سیستم تغذیه میشود.
مجموعه مقیاس: (شکل ۵-۹)
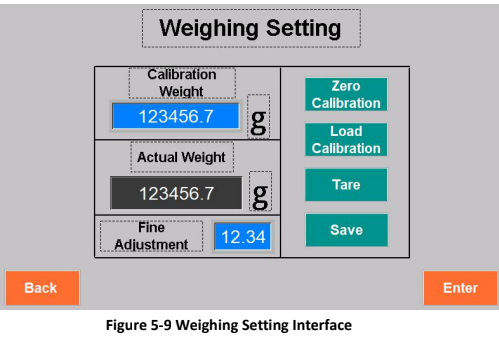
وزن کالیبراسیون:این وزن کالیبراسیون اسمی است. این دستگاه از وزنهای ۱۰۰۰ گرمی استفاده میکند.
وزن خالص:برای اینکه تمام وزن روی ترازو به عنوان وزن خالص تشخیص داده شود. "وزن واقعی" اکنون "0" است.
مراحل کالیبراسیون
۱) روی «وزن خالص» کلیک کنید
۲) روی «کالیبراسیون صفر» کلیک کنید. وزن واقعی باید به صورت «۰» نمایش داده شود. ۳) وزنههای ۵۰۰ گرمی یا ۱۰۰۰ گرمی را روی سینی قرار دهید و روی «بارگذاری کالیبراسیون» کلیک کنید. وزن نمایش داده شده باید با وزن وزنهها مطابقت داشته باشد و کالیبراسیون با موفقیت انجام خواهد شد.
۴) روی «ذخیره» کلیک کنید و کالیبراسیون کامل میشود. اگر روی «بارگذاری کالیبراسیون» کلیک کردید و وزن واقعی با وزن مطابقت نداشت، لطفاً طبق مراحل بالا دوباره کالیبراسیون کنید تا مطابقت داشته باشد. (توجه داشته باشید که هر دکمهای که کلیک میشود باید حداقل یک ثانیه قبل از رها کردن نگه داشته شود).
ذخیره:ذخیره کردن نتیجه کالیبره شده
وزن واقعی:وزن کالا روی ترازو از طریق سیستم خوانده میشود.
تنظیم زنگ هشدار: (شکل ۵-۱۰)
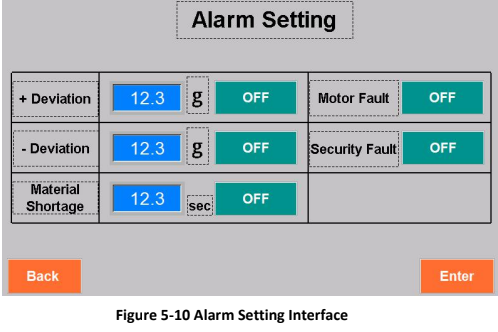
+ انحراف: وزن واقعی بزرگتر از وزن هدف است.اگر موجودی از حد مجاز بیشتر شود، سیستم آلارم میدهد.
-انحراف:وزن واقعی کمتر از وزن هدف باشد. اگر تعادل از مقدار سرریز تجاوز کند، سیستم هشدار میدهد.
کمبود مواد:حسگرهای سطح مواد برای مدتی نمیتوانند مواد را حس کنند. پس از این زمان «کمبود مواد»، سیستم تشخیص میدهد که هیچ مادهای در قیف وجود ندارد و بنابراین هشدار میدهد.
خطای موتور: اگر مشکلی در موتورها وجود داشته باشد، پنجره ظاهر میشود.این تابع باید همیشه باز باشد.
نقص امنیتی:برای مخزنهای باز، اگر مخزن بسته نباشد، سیستم هشدار میدهد. مخزنهای مدولار این عملکرد را ندارند.
روش کار بسته بندی:
لطفاً بخش زیر را با دقت مطالعه کنید تا با عملیات اصلی بستهبندی رسمی و تنظیمات پارامترها آشنا شوید.
توصیه میشود در صورت یکنواخت بودن چگالی مواد، از حالت حجمی استفاده شود.
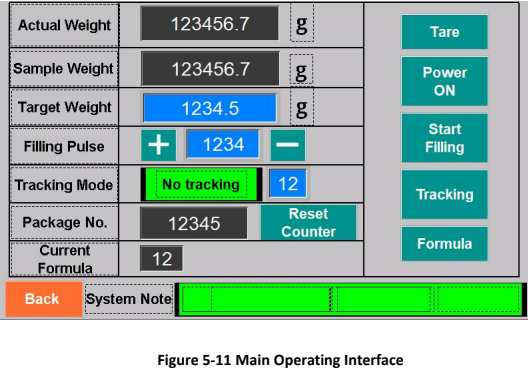
۱. برای ورود به رابط کاربری اصلی، روی «ورود» در رابط انتخاب عملیات کلیک کنید. (شکل ۵-۱۱)
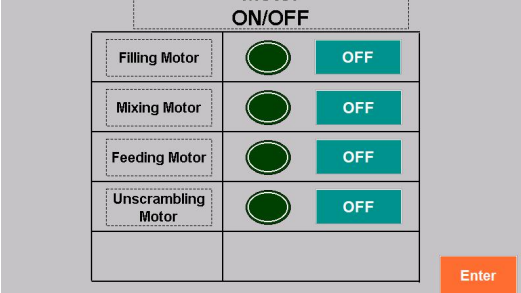
۲. روی «روشن کردن» کلیک کنید، صفحه انتخاب «مجموعه موتور» ظاهر میشود، همانطور که در شکل ۵-۱۲ نشان داده شده است. پس از انتخاب روشن یا خاموش بودن هر موتور، روی دکمه «بازگشت به صفحه کار» کلیک کنید تا به حالت آماده به کار بروید.
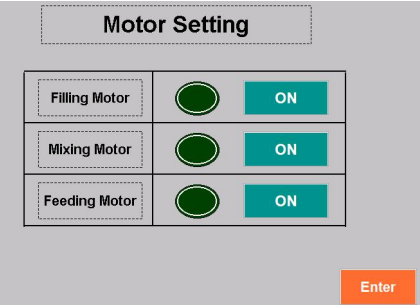
شکل 5-12 رابط مجموعه موتور
موتور پر کننده:شروع به پر کردن موتور کنید.
موتور مخلوط کن:موتور مخلوط کن را شروع کنید.
موتور تغذیه:موتور تغذیه را شروع کنید.
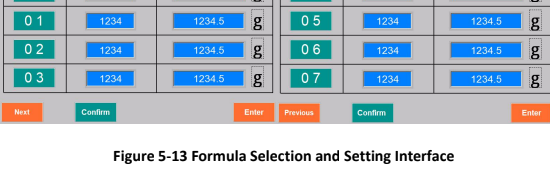
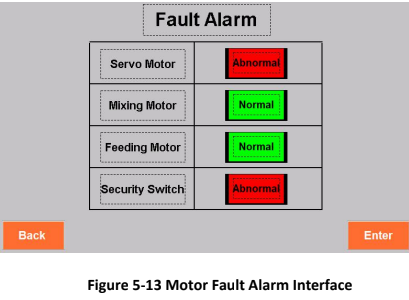
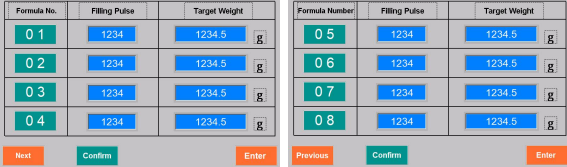
۳. برای ورود به صفحه انتخاب و تنظیم فرمول، مطابق شکل، روی «فرمول» کلیک کنید.شکل ۵-۱۳فرمول، حافظهای است که انواع تغییرات پر شدن مواد را بر اساس نسبتهای مربوطه، تحرک، وزن بستهبندی و الزامات بستهبندی در خود جای میدهد. این فرمول دارای ۲ صفحه با ۸ فرمول است. هنگام تعویض مواد، اگر دستگاه قبلاً سابقه فرمول همان ماده را داشته باشد، میتوانید با کلیک روی «شماره فرمول» و سپس کلیک روی «تأیید»، فرمول مربوطه را به سرعت در وضعیت تولید فراخوانی کنید و نیازی به تنظیم مجدد پارامترهای دستگاه نیست. اگر نیاز به ذخیره فرمول جدید دارید، یک فرمول خالی انتخاب کنید. برای وارد کردن این فرمول، روی «شماره فرمول» کلیک کنید و سپس روی «تأیید» کلیک کنید. تمام پارامترهای بعدی در این فرمول ذخیره میشوند تا زمانی که فرمولهای دیگری را انتخاب کنید.
۴. روی «+»، «-» یا «از» کلیک کنیدپر کردن به علاوهبرای تنظیم دقیق حجم پالس پر کردن. روی قسمت عدد پنجره کلیک کنید و رابط ورودی عدد ظاهر میشود. میتوانید مستقیماً حجم پالس را تایپ کنید. (موتور سروو پرکنندهی اوگر دارای ۱ چرخش ۲۰۰ پالسی است. با تنظیم دقیق پالسها، میتوانید وزن پر کردن را برای کاهش انحرافات تنظیم کنید.)
۵. کلیک کنید "تاربرای اینکه تمام وزن روی ترازو به عنوان وزن خالص شناخته شود، روی "0" کلیک کنید. وزن نمایش داده شده در پنجره اکنون "0" است. برای اینکه وزن بستهبندی، وزن خالص باشد، ابتدا باید بستهبندی بیرونی روی ترازو قرار داده شود و سپس وزن خالص محاسبه شود. در این صورت، وزن نمایش داده شده، وزن خالص است.
۶. روی قسمت اعداد " کلیک کنیدوزن هدف« را فشار دهید تا پنجرهی ورود عدد ظاهر شود. سپس وزن هدف را تایپ کنید.
۷. حالت ردیابی، کلیک کنید "ردیابیبرای تغییر به حالت ردیابی، " را فشار دهید.
ردیابی: در این حالت، باید مواد بستهبندی پر شده را روی ترازو قرار دهید و سیستم وزن واقعی را با وزن هدف مقایسه میکند. اگر وزن واقعی پر شده با وزن هدف متفاوت باشد، حجم پالس به طور خودکار بر اساس حجم پالس در پنجره اعداد افزایش یا کاهش مییابد. و اگر هیچ انحرافی وجود نداشته باشد، هیچ تنظیمی وجود ندارد. حجم پالس هر بار که پر و وزن میشود، به طور خودکار تنظیم میشود.
بدون ردیابی: این حالت ردیابی خودکار انجام نمیدهد. شما میتوانید مواد بستهبندی را به دلخواه روی ترازو وزن کنید و حجم پالسها به طور خودکار تنظیم نمیشود. برای تغییر وزن پرکننده، باید حجم پالسها را به صورت دستی تنظیم کنید. (این حالت فقط برای مواد بستهبندی بسیار پایدار مناسب است. نوسان پالسها در آن کم است و وزن تقریباً هیچ انحرافی ندارد. این حالت میتواند به بهبود راندمان بستهبندی کمک کند.)
۸. "شماره بسته«این پنجره عمدتاً برای جمعآوری شمارههای بستهبندی است. سیستم هر بار که پر میشود، یک رکورد را نگه میدارد. وقتی نیاز به پاک کردن شماره بسته تجمعی دارید، روی» کلیک کنید.شمارنده را بازنشانی کنید،"و شمارش بستهبندی پاک خواهد شد.
۹. "شروع به پر کردن کنید«در شرایط «موتور پرکن روشن»، یک بار کلیک کنید تا مته پرکن یک بار بچرخد و یک پر کردن را تمام کند. این عملیات همان نتیجه پایین آمدن پدال گاز را دارد.»
۱۰. اعلان سیستمیادداشت سیستم.این پنجره، هشدار سیستم را نمایش میدهد. اگر همه اجزا آماده باشند، عبارت «سیستم عادی» نمایش داده میشود. وقتی دستگاه به عملکرد معمول پاسخ نمیدهد، پیام سیستم را بررسی کنید. طبق پیام، عیبیابی کنید. وقتی جریان موتور به دلیل کمبود فاز یا اشیاء خارجی که آن را مسدود کردهاند، خیلی زیاد باشد، پنجره «هشدار خطا» ظاهر میشود. این دستگاه وظیفه محافظت از موتور در برابر جریان بیش از حد را دارد. بنابراین، باید علت جریان بیش از حد را پیدا کنید. تنها پس از عیبیابی، دستگاه میتواند به کار خود ادامه دهد.
اگر چگالی مواد یکنواخت نیست و دقت بالایی میخواهید، توصیه میشود از روش وزنی استفاده کنید.
۱. برای ورود به رابط کاربری اصلی، روی «ورود» در رابط انتخاب عملیات کلیک کنید. (شکل ۵-۱۴)
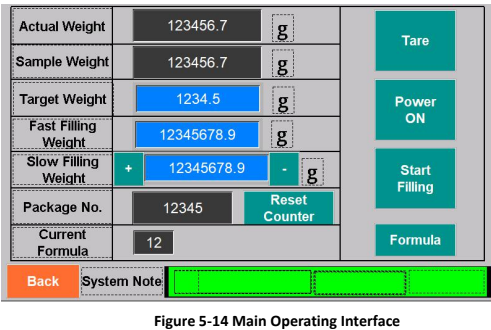
وزن واقعی:وزن واقعی در جعبه دیجیتال نمایش داده میشود.
وزن نمونه:جعبه دیجیتال وزن قوطی قبلی را نشان میدهد.
وزن هدف:برای وارد کردن وزن هدف، روی کادر اعداد کلیک کنید.
وزن پر شدن سریع:روی کادر اعداد کلیک کنید و وزن پر کردن سریع را تنظیم کنید.
وزن پر شدن آهسته:برای تنظیم وزن پر کردن آهسته، روی کادر دیجیتال کلیک کنید، یا برای تنظیم دقیق وزن، روی چپ و راست کادر دیجیتال کلیک کنید. مقدار دقیق جمع و تفریق باید در رابط تنظیمات پر کردن تنظیم شود.
وقتی حسگر وزن تشخیص میدهد که به وزن تنظیمشده برای پر کردن سریع رسیدهایم، وزن پر کردن آهسته تغییر میکند و وقتی به وزن پر کردن آهسته رسیدیم، پر کردن متوقف میشود. بهطورکلی، وزن تعیینشده برای پر کردن سریع ۹۰٪ وزن بسته است و ۱۰٪ باقیمانده با پر کردن آهسته تکمیل میشود. وزن تعیینشده برای پر کردن آهسته برابر با وزن بسته (۵-۵۰ گرم) است. وزن مخصوص باید در محل و با توجه به وزن بسته تنظیم شود.
۲. روی «روشن کردن» کلیک کنید، صفحه انتخاب «تنظیمات موتور» ظاهر میشود، همانطور که در شکل نشان داده شده است.۵-۱۵پس از انتخاب روشن یا خاموش بودن هر موتور، روی دکمه "Enter" کلیک کنید تا به حالت آماده به کار بروید.
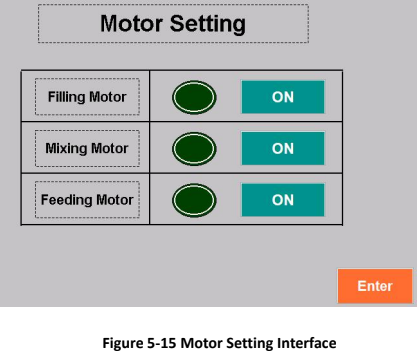
موتور پر کننده:شروع به پر کردن موتور کنید.
موتور مخلوط کن:موتور مخلوط کن را شروع کنید.
موتور تغذیه:موتور تغذیه را شروع کنید.
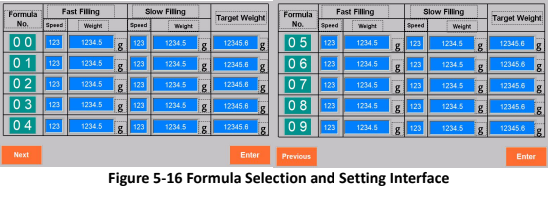
۳. برای ورود به صفحه انتخاب و تنظیم فرمول، مطابق شکل، روی «فرمول» کلیک کنید.شکل ۵-۱۶فرمول، حافظهای است که انواع تغییرات پر شدن مواد را بر اساس نسبتهای مربوطه، تحرک، وزن بستهبندی و الزامات بستهبندی در خود جای میدهد. این فرمول دارای ۲ صفحه با ۸ فرمول است. هنگام تعویض مواد، اگر دستگاه قبلاً سابقه فرمول همان ماده را داشته باشد، میتوانید با کلیک روی «شماره فرمول» و سپس کلیک روی «تأیید»، فرمول مربوطه را به سرعت در وضعیت تولید فراخوانی کنید و نیازی به تنظیم مجدد پارامترهای دستگاه نیست. اگر نیاز به ذخیره فرمول جدید دارید، یک فرمول خالی انتخاب کنید. برای وارد کردن این فرمول، روی «شماره فرمول» کلیک کنید و سپس روی «تأیید» کلیک کنید. تمام پارامترهای بعدی در این فرمول ذخیره میشوند تا زمانی که فرمولهای دیگری را انتخاب کنید.
چگونه باید از دستگاه پرکن اتوماتیک اوگر استفاده کرد؟
آماده سازی:
۱) پریز برق را وصل کنید، دستگاه را روشن کنید و «کلید اصلی برق» را بزنید
برای روشن کردن دستگاه، آن را ۹۰ درجه در جهت عقربههای ساعت بچرخانید.

توجه:این دستگاه منحصراً به یک پریز سه فاز پنج سیمه، یک خط برق سه فاز، یک خط نول تک فاز و یک خط زمین تک فاز مجهز شده است. مراقب باشید از سیمکشی اشتباه استفاده نکنید، در غیر این صورت میتواند منجر به آسیب به قطعات الکتریکی یا برقگرفتگی شود. قبل از اتصال، مطمئن شوید که منبع تغذیه با پریز برق مطابقت دارد و شاسی به طور ایمن به زمین متصل شده است. (یک خط زمین باید وصل شود؛ در غیر این صورت، نه تنها ناامن است، بلکه باعث تداخل زیادی در سیگنال کنترل نیز میشود.) علاوه بر این، شرکت ما میتواند منبع تغذیه تک فاز یا سه فاز ۲۲۰ ولت را برای دستگاه بستهبندی اتوماتیک سفارشیسازی کند.
۲. منبع هوای مورد نیاز را در ورودی وصل کنید: فشار P ≥0.6mpa.
۳. دکمه قرمز "توقف اضطراری" را در جهت عقربههای ساعت بچرخانید تا دکمه به بالا بپرد. سپس میتوانید منبع تغذیه را کنترل کنید.
۴. ابتدا، یک «تست عملکرد» انجام دهید تا مطمئن شوید که همه اجزا در وضعیت خوبی هستند.
وارد کار شوید
۱. کلید برق را روشن کنید تا وارد رابط انتخاب عملیات شوید.
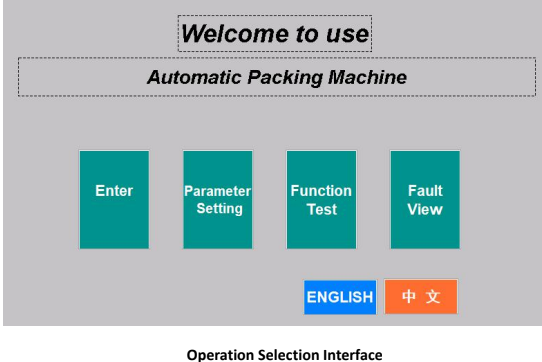
۲. رابط انتخاب عملیات دارای چهار گزینه عملیاتی است که معانی زیر را دارند:
وارد کنید:رابط کاربری اصلی را که در شکل 5-4 نشان داده شده است، وارد کنید.
تنظیم پارامتر:تمام پارامترهای فنی را تنظیم کنید.
تست عملکرد:رابط تست عملکرد برای بررسی اینکه آیا آنها در شرایط کاری عادی هستند یا خیر.
نمای گسل:وضعیت خرابی دستگاه را مشاهده کنید.
عملکرد و تنظیم:
لطفاً بخش زیر را با دقت مطالعه کنید تا با عملیات اصلی بستهبندی رسمی و تنظیمات پارامترها آشنا شوید.
۱. برای ورود به رابط کاربری اصلی، روی «ورود» در رابط انتخاب عملیات کلیک کنید.
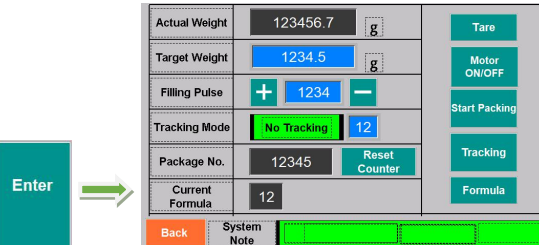
وزن واقعی: کادر اعداد، وزن واقعی فعلی را نشان میدهد.
وزن هدف: برای وارد کردن وزن مورد نظر برای اندازهگیری، روی کادر اعداد کلیک کنید.
پالس پر کردن: برای وارد کردن تعداد پالسهای پر کردن، روی کادر اعداد کلیک کنید. تعداد پالسهای پر کردن متناسب با وزن است. هرچه تعداد پالسها بیشتر باشد، وزن نیز بیشتر است. سروو موتور پرکنندهی مارپیچی دارای ۱ چرخش ۲۰۰ پالسی است. کاربر میتواند تعداد پالس مربوطه را با توجه به وزن بستهبندی تنظیم کند. میتوانید برای تنظیم دقیق تعداد پالسهای پر کردن، روی +- در سمت چپ و راست کادر اعداد کلیک کنید. تنظیم "ردیابی دقیق" برای هر جمع و تفریق را میتوان در "ردیابی دقیق" در حالت ردیابی تنظیم کرد.
حالت ردیابی: دو حالت.
ردیابی: در این حالت، باید مواد بستهبندی پر شده را روی ترازو قرار دهید و سیستم وزن واقعی را با وزن هدف مقایسه میکند. اگر وزن واقعی پر شده با وزن هدف متفاوت باشد، حجم پالس به طور خودکار بر اساس حجم پالس در پنجره اعداد افزایش یا کاهش مییابد. و اگر هیچ انحرافی وجود نداشته باشد، هیچ تنظیمی وجود ندارد. حجم پالس هر بار که پر و وزن میشود، به طور خودکار تنظیم میشود.
بدون ردیابی: این حالت ردیابی خودکار انجام نمیدهد. شما میتوانید مواد بستهبندی را به دلخواه روی ترازو وزن کنید و حجم پالسها به طور خودکار تنظیم نمیشود. برای تغییر وزن پرکننده، باید حجم پالسها را به صورت دستی تنظیم کنید. (این حالت فقط برای مواد بستهبندی بسیار پایدار مناسب است. نوسان پالسها در آن کم است و وزن تقریباً هیچ انحرافی ندارد. این حالت میتواند به بهبود راندمان بستهبندی کمک کند.)
شماره بستهبندی: در درجه اول برای پیگیری شمارههای بستهبندی استفاده میشود.
سیستم هر بار که پر میشود، یک رکورد ثبت میکند. وقتی نیاز به پاک کردن شماره بسته تجمعی دارید، روی "شمارنده را بازنشانی کنید،"و شمارش بستهبندی پاک خواهد شد.
فرمول:وارد صفحه انتخاب و تنظیم فرمول شوید، فرمول، حافظهای است که انواع تغییرات پر شدن مواد را بر اساس نسبتهای مربوطه، تحرک، وزن بستهبندی و الزامات بستهبندی در خود جای میدهد. این صفحه شامل ۲ صفحه با ۸ فرمول است. هنگام تعویض مواد، اگر دستگاه قبلاً سابقه فرمول همان ماده را داشته باشد، میتوانید با کلیک روی «شماره فرمول» و سپس کلیک روی «تأیید»، فرمول مربوطه را به سرعت در وضعیت تولید فراخوانی کنید و نیازی به تنظیم مجدد پارامترهای دستگاه نیست. اگر نیاز به ذخیره فرمول جدید دارید، یک فرمول خالی انتخاب کنید. برای وارد کردن این فرمول، روی «شماره فرمول» کلیک کنید و سپس روی «تأیید» کلیک کنید. تمام پارامترهای بعدی در این فرمول ذخیره میشوند تا زمانی که فرمولهای دیگری را انتخاب کنید.
وزن خالص: تمام وزن روی ترازو را وزن خالص در نظر بگیرید.پنجره نمایش وزن اکنون عدد "0" را نشان میدهد. برای اینکه وزن بستهبندی، وزن خالص باشد، ابتدا باید بستهبندی بیرونی روی دستگاه توزین قرار داده شود و سپس وزن خالص محاسبه گردد. در این صورت، وزن نمایش داده شده، وزن خالص خواهد بود.
روشن/خاموش کردن موتور: وارد این رابط شوید.
شما میتوانید به صورت دستی باز یا بسته شدن هر موتور را انتخاب کنید. پس از باز شدن موتور، برای بازگشت به رابط کاربری، روی دکمه «بازگشت» کلیک کنید.
شروع بسته بندی:در شرایط "موتور روشن"، یک بار کلیک کنید تا مته پرکننده یک بار بچرخد و یک پر کردن کامل شود.
نکته سیستم:این دستگاه هشدار سیستم را نمایش میدهد. اگر همه اجزا آماده باشند، عبارت "سیستم عادی" را نمایش میدهد. وقتی دستگاه به عملکرد معمول پاسخ نمیدهد، یادداشت سیستم را بررسی کنید. طبق دستورالعمل، عیبیابی کنید. وقتی جریان موتور به دلیل کمبود فاز یا اشیاء خارجی که آن را مسدود کردهاند، خیلی زیاد باشد، رابط "هشدار خطا" ظاهر میشود. این دستگاه وظیفه محافظت از موتور در برابر جریان بیش از حد را دارد. بنابراین، باید علت جریان بیش از حد را پیدا کنید. تنها پس از عیبیابی دستگاه، میتواند به کار خود ادامه دهد.
تنظیم پارامتر
با کلیک روی «تنظیم پارامتر» و وارد کردن رمز عبور ۱۲۳۷۸۹، وارد رابط تنظیم پارامتر میشوید.
1. تنظیم پر کردن
برای ورود به رابط تنظیمات پر کردن، روی «تنظیمات پر کردن» در رابط تنظیم پارامتر کلیک کنید.
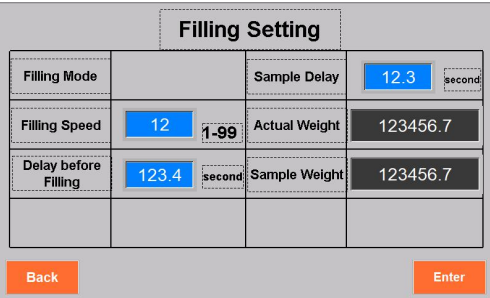
سرعت پر کردن:روی کادر اعداد کلیک کنید و سرعت پر کردن را تنظیم کنید. هر چه عدد بزرگتر باشد، سرعت تغذیه بیشتر خواهد بود. محدوده را از ۱ تا ۹۹ تنظیم کنید. توصیه میشود محدوده را از ۳۰ تا ۵۰ تنظیم کنید.
تأخیرقبل ازپر کردن: مدت زمانی که باید قبل از پر شدن سپری شود. توصیه میشود زمان بین 0.2 تا 1 ثانیه تنظیم شود.
تأخیر نمونه:مدت زمانی که طول میکشد تا ترازو وزن را دریافت کند.
وزن واقعی:وزن ترازو را در این لحظه نمایش میدهد.
وزن نمونه: وزن جدیدترین بستهبندی است.
۱)تنظیمات میکس
برای ورود به رابط تنظیمات اختلاط، روی «تنظیمات اختلاط» در رابط تنظیم پارامتر کلیک کنید.

بین حالت دستی و خودکار یکی را انتخاب کنید.
خودکار:این بدان معناست که دستگاه همزمان شروع به پر کردن و مخلوط کردن میکند. هنگامی که پر کردن تمام شد، دستگاه پس از یک زمان تأخیر، به طور خودکار مخلوط کردن را متوقف میکند. این حالت برای موادی با سیالیت خوب مناسب است تا از ریزش آنها به دلیل لرزشهای مخلوط کردن که منجر به انحراف زیاد وزن بستهبندی میشود، جلوگیری شود.
دستی:این کار به طور مداوم و بدون هیچ مکثی ادامه خواهد یافت. مخلوط کردن دستی به این معنی است که شما به صورت دستی مخلوط کردن را شروع یا متوقف خواهید کرد. تا زمانی که نحوه تنظیم آن را تغییر ندهید، دستگاه به انجام همان کار ادامه خواهد داد. حالت معمول مخلوط کردن دستی است.
تأخیر در مخلوط کردن:هنگام استفاده از حالت خودکار، بهتر است زمان را بین ۰.۵ تا ۳ ثانیه تنظیم کنید.
برای مخلوط کردن دستی، نیازی به تنظیم زمان تأخیر نیست.
۳) تنظیمات تغذیه
برای ورود به رابط تغذیه، روی «تنظیمات تغذیه» در رابط تنظیم پارامتر کلیک کنید.
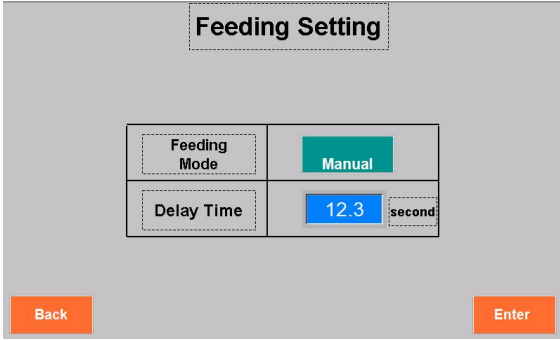
حالت تغذیه:بین تغذیه دستی یا خودکار یکی را انتخاب کنید.
خودکار:اگر حسگر سطح مواد نتواند در طول "زمان تأخیر" تغذیه هیچ سیگنالی دریافت کند، سیستم آن را به عنوان سطح پایین مواد تشخیص داده و تغذیه را شروع میکند. حالت تغذیه معمول خودکار است.
دستی:با روشن کردن موتور تغذیه، به صورت دستی شروع به تغذیه خواهید کرد.
زمان تأخیر:وقتی دستگاه به طور خودکار در حال تغذیه است، زیرا مواد در طول مخلوط کردن به صورت موجهای نوسانی نوسان میکنند، حسگر سطح مواد گاهی اوقات سیگنال را دریافت میکند و گاهی اوقات نمیتواند. اگر زمان تأخیری برای تغذیه وجود نداشته باشد، موتور تغذیه بیش از حد شروع به کار میکند و منجر به آسیب به سیستم تغذیه میشود.
۴) تنظیمات رمزگشایی
برای ورود به رابط رمزگشایی، روی «تنظیمات رمزگشایی» در رابط تنظیم پارامتر کلیک کنید.
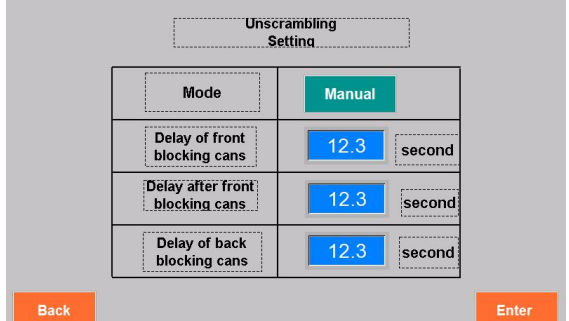
حالت:رمزگشایی دستی یا خودکار را انتخاب کنید.
دستی:به صورت دستی باز یا بسته میشود.
خودکار:طبق قوانین از پیش تعیینشده شروع یا متوقف میشود، یعنی وقتی قوطیهای خروجی به تعداد مشخصی رسیده باشند یا باعث ازدحام شده باشند، بهطور خودکار متوقف میشود و وقتی تعداد قوطیهای روی نوار نقاله به مقدار مشخصی کاهش یابد، بهطور خودکار شروع به کار میکند.
با کلیک روی کادر اعداد، «تأخیر قوطیهای مسدودکننده جلویی» را تنظیم کنید.
وقتی حسگر فوتوالکتریک تشخیص دهد که زمان گیر کردن قوطیها روی نوار نقاله از "تأخیر در مسدود کردن قوطیهای جلویی" بیشتر شده است، دستگاه بازکننده قوطی بهطور خودکار متوقف میشود.
تأخیر پس از مسدود کردن قوطیهای جلویی:برای تنظیم «تأخیر پس از مسدود کردن قوطیهای جلویی» روی کادر اعداد کلیک کنید. وقتی قوطیهای گیر کرده روی نوار نقاله برداشته میشوند، قوطیها به طور عادی به جلو حرکت میکنند و دستگاه باز کردن قوطیها پس از تأخیر به طور خودکار شروع به کار میکند.
تأخیر در مسدود شدن قوطیها:برای تنظیم تأخیر برگشت قوطیها، روی کادر اعداد کلیک کنید. یک حسگر نوری-الکتریکیِ برگشت قوطی میتواند روی تسمه تخلیه قوطی که به انتهای دستگاه متصل است، نصب شود. هنگامی که حسگر نوری-الکتریکی تشخیص دهد که زمان گیر کردن قوطیهای بستهبندی شده از "تأخیر برگشت قوطیها" بیشتر شده است، دستگاه بستهبندی به طور خودکار کار خود را متوقف میکند.
۵) تنظیمات توزین
برای ورود به رابط تنظیمات توزین، روی «تنظیمات توزین» در رابط تنظیم پارامتر کلیک کنید.
وزن کالیبراسیون:وزنه کالیبراسیون عدد ۱۰۰۰ گرم را نشان میدهد که نشاندهنده وزن وزنه کالیبراسیون حسگر توزین دستگاه است.
وزن ترازو: این وزن واقعی روی ترازو است.
مراحل کالیبراسیون
۱) روی «وزن خالص» کلیک کنید
۲) روی «کالیبراسیون صفر» کلیک کنید. وزن واقعی باید به صورت «۰» نمایش داده شود، ۳) وزنههای ۵۰۰ گرمی یا ۱۰۰۰ گرمی را روی سینی قرار دهید و روی «بارگذاری کالیبراسیون» کلیک کنید. وزن نمایش داده شده باید با وزن وزنهها مطابقت داشته باشد و کالیبراسیون با موفقیت انجام خواهد شد.
۴) روی «ذخیره» کلیک کنید و کالیبراسیون کامل میشود. اگر روی «بارگذاری کالیبراسیون» کلیک کردید و وزن واقعی با وزن مطابقت نداشت، لطفاً طبق مراحل بالا دوباره کالیبراسیون کنید تا مطابقت داشته باشد. (توجه داشته باشید که هر دکمهای که کلیک میشود باید حداقل یک ثانیه قبل از رها کردن نگه داشته شود).
6) تنظیم موقعیت قوطی
برای ورود به رابط تنظیمات موقعیت قوطی، روی «تنظیم موقعیت قوطی» در رابط تنظیم پارامتر کلیک کنید.
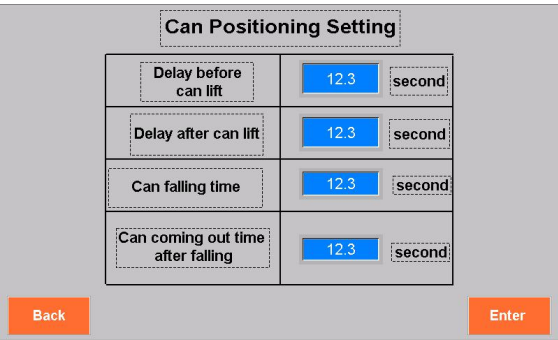
تأخیر قبل از بلند کردن:برای تنظیم "تأخیر قبل از بلند کردن قوطی" روی کادر اعداد کلیک کنید. پس از شناسایی قوطی توسط آشکارساز فوتوالکتریک، پس از این زمان تأخیر، سیلندر کار میکند و قوطی را زیر خروجی پرکن قرار میدهد. زمان تأخیر با توجه به اندازه قوطی تنظیم میشود.
تأخیر پس از بلند کردن قوطی:برای تنظیم زمان تأخیر، روی کادر اعداد کلیک کنید. پس از گذشت این زمان تأخیر، میتوانید سیلندر را بلند کرده و تنظیم مجدد بالابر را انجام دهید.
زمان پر شدن قوطی: مدت زمانی که طول میکشد تا شیشه پس از پر شدن، سقوط کند.
زمان بیرون آمدن قوطی پس از افتادن: زمان بیرون آمدن قوطی پس از افتادن.
۷) تنظیم زنگ هشدار
برای ورود به رابط تنظیم آلارم، روی «تنظیم آلارم» در رابط تنظیم پارامتر کلیک کنید.
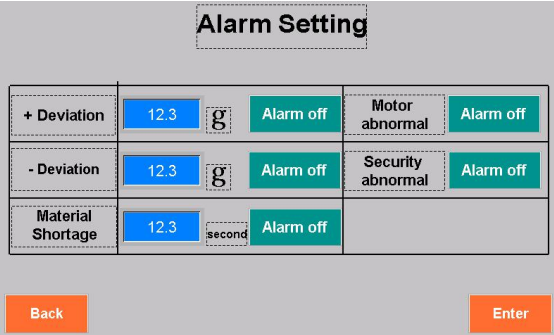
+ انحراف:وزن واقعی بیشتر از وزن هدف است. اگر موجودی از حد مجاز بیشتر شود، سیستم آلارم میدهد.
-انحراف:وزن واقعی کمتر از وزن هدف باشد. اگر تعادل از مقدار سرریز تجاوز کند، سیستم هشدار میدهد.
کمبود مواد:A حسگر سطح ماده برای مدتی نمیتواند ماده را حس کند. پس از این زمان «کمبود ماده»، سیستم تشخیص میدهد که هیچ مادهای در قیف وجود ندارد و بنابراین هشدار میدهد.
موتور غیر طبیعی:در صورت بروز هرگونه نقص در موتورها، پنجره ظاهر میشود. این عملکرد باید همیشه باز باشد.
امنیت غیر عادی:برای مخزنهای باز، اگر مخزن بسته نباشد، سیستم هشدار میدهد. مخزنهای مدولار این عملکرد را ندارند.
توجه:دستگاههای ما مطابق با نیاز مشتریان از طریق آزمایش و بازرسی دقیق تولید میشوند، اما در فرآیند حمل و نقل، ممکن است برخی از قطعات شل و فرسوده شده باشند. بنابراین، پس از دریافت دستگاه، لطفاً بستهبندی و سطح دستگاه و همچنین لوازم جانبی را بررسی کنید تا ببینید آیا در حین حمل و نقل آسیبی دیده است یا خیر. هنگام استفاده از دستگاه برای اولین بار، این دستورالعملها را با دقت بخوانید. پارامترهای داخلی باید مطابق با مواد بستهبندی خاص تنظیم و تعدیل شوند.
تست عملکرد ۵.
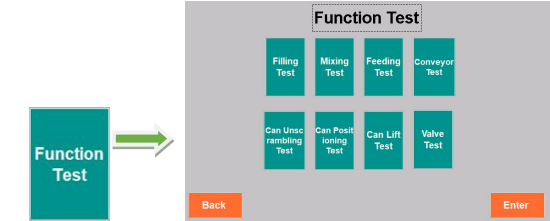
تست پر شدن:روی «تست پر کردن» کلیک کنید تا سروو موتور شروع به کار کند. دوباره روی دکمه کلیک کنید تا سروو موتور متوقف شود. اگر سروو موتور کار نکرد، لطفاً رابط تنظیم پر کردن را بررسی کنید تا ببینید آیا سرعت حرکت ثابت تنظیم شده است یا خیر. (در صورت دور آرام مارپیچ، خیلی سریع حرکت نکنید)
آزمایش اختلاط:برای شروع موتور مخلوط کن، روی دکمه "تست اختلاط" کلیک کنید. برای توقف موتور مخلوط کن، دوباره روی دکمه کلیک کنید. عملیات مخلوط کردن را بررسی کنید و ببینید که آیا صحیح است یا خیر. جهت مخلوط کردن در جهت عقربههای ساعت چرخانده میشود (در صورت نادرست بودن، فاز برق باید تعویض شود). اگر سر و صدا یا برخورد با پیچ وجود دارد (در صورت وجود، فوراً متوقف شوید و عیب را برطرف کنید).
آزمایش تغذیه:روی «تست تغذیه» کلیک کنید تا موتور تغذیه شروع به کار کند. دوباره روی دکمه کلیک کنید تا موتور تغذیه متوقف شود.
تست نوار نقاله:روی «تست نوار نقاله» کلیک کنید تا نوار نقاله شروع به کار کند. دوباره روی دکمه کلیک کنید تا متوقف شود.
آیا میتوان تست رمزگشایی را انجام داد؟روی «Can unscramble test» کلیک کنید تا موتور روشن شود. دوباره روی دکمه کلیک کنید تا متوقف شود.
تست موقعیت یابی قوطی:روی «تست موقعیت قوطی» کلیک کنید، سیلندر عمل میکند، سپس دوباره روی دکمه کلیک کنید و سیلندر تنظیم مجدد میشود.
تست بلند کردن اجسام:روی «آزمون بلند کردن اجسام» کلیک کنید و سیلندر این کار را انجام میدهد. دوباره روی دکمه کلیک کنید و سیلندر ریست میشود.
تست شیر:روی دکمهی «تست سوپاپ» کلیک کنید تا سیلندرِ گیرهی کیسه عمل کند. دوباره روی دکمه کلیک کنید تا سیلندر ریست شود. (اگر از این موضوع بیاطلاع هستید، لطفاً نادیده بگیرید.)
زمان ارسال: آوریل-07-2022